| Date: 08-22-2019 | |
| Number of Hours: 24 | |
| Manual Reference: no ref |
The post cure process is NOT in the Long-EZ plans. I consider it essential. There is a long Q&A discussion by experts here in the Cozy list archives. I’ve copied the whole lot below in case it disappears one day. Gary Hunter is considered the guru for epoxy by many people and his words carry weight for me.
The answer on why a post cure is necessary is in the manufacturers specifications for the epoxy you might be using. I use Araldite LC 3600
Here are the numbers for that epoxy: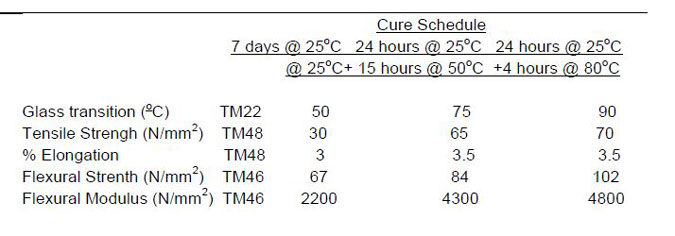 Look at the Glass transition (Tg) numbers above. These are the temperatures where things that were once hard start to get soft!
Look at the Glass transition (Tg) numbers above. These are the temperatures where things that were once hard start to get soft!
If I just do the room temperature cure, this means that on a hot summers day when it is 40C+ in the shade and 50C in the sun my airplane might be starting to droop and deform!
I choose 60C-65C as my holding temperature for 12 hours. I expect my Tg will be 80C (176F) or better now.
I have just done the 18 hour post cure…. and boy am I tired…and happy. I have done the best thing I could for my plane’s heat and fuel resistance safely.
My process was the first 4 hours adding about 3 degrees every 15 minutes. Once I got to 60C I held that temperature or a little over it for 12 full hours. Then I slowly, at about 3 degrees per 15 minutes, got it back to the hangar temperature. This was over 4 hours in the end and 1:30am after a 5:30am start the previous day.
After the process the plane looked the same, no distortions or damage and I was still very happy.
 This is a plastic tent, I think used for parties. In this hangar it is used as a paint booth by the guys. You can see I have a couple of diesel heaters. These normally turn off at 45C.
This is a plastic tent, I think used for parties. In this hangar it is used as a paint booth by the guys. You can see I have a couple of diesel heaters. These normally turn off at 45C.

I made those light grey tube extensions at the back and a flue diverter on this one so the heat from that was a part of the heat input system. I needed the extension to stop the 45C cutoff. This is sensed by the intake air, so I have plumbed the air outside the tent.
It was a few days and a couple of trial runs to sort out if I could get the heat I needed in the tent. In the end I could go from 10C to 60C in about 15 minutes. It was like two jet engines going hard and seriously hot in there. No I am not opening a Birkram yoga studio.

I removed the canopy. Maybe thats unnecessary but I didn’t want to risk damage to the perspex, call me chicken if you must. You might notice I have put black plastic around the bottom edges to better seal in the heat.

The canard is under the fuselage and the wings to the side. All leading edges are down and parallel to the floor and supported. The canard as well with a few weights keeping it in the correct position. I moved the forward heater to the left of the picture.

I used some carpet underlay as soon as I saw some possible hot-spots from the heater blast. I had four cheap thermometers around the tent and three OAT aviation ones. The final and best check was an infrared thermometer with a laser position spotter. These are cheap and easy to get.

I used my ‘thermo gun’ to constantly check for hot-spots and how warm my parts were really getting. The fixed thermometers told me about the air circulation and any cooler areas but the gun is the main business. I was getting 60-65C after a few hours on all the parts.
I was monitoring the heat every 10 minutes or so for the whole 18 hours. I’d move the heaters a bit or open up some of the tent via the many side zips these things have. Just tweaking the space for the best result I could achieve.

Here we are the next day (23/8/19) with the parts out of the heat treatment tent and all is good.

Its been a while seen I have seen the wings, canard and fuselage together.

I did have the cowl mounted with clecos for this process as it is recommended. You can see I have put the canopy back on.

The only casualties were the thermometers I got for $2 each. They only measure a bit past 50C and I can confirm that I exceeded that temperature.
From: "Hunter GA (Gary) at MSXSCC" <GH334766@MSXSCC.shell.com>
Subject: COZY: POST CURING EPOXY
Date: Fri, 15 Jan 1999 07:03:01 -0600
Terry Lamp - wrote:
> Thanks for all of the advise you offer this forum. I read your posts, and
> believe your are very knowledgeable about glass and epoxy.
>
> If I may ask you a couple of questions about post curing.
>
Thank you and YES, ask away....
> How hot and how long?
>
140-150F for as long as possible within reason. Slowly heat the part over a
period of about 4 hrs. Then hold it at temperature for no less than 4 hrs.
and as much as 12-24 hrs. After the first 4 hrs at 140F, and if you have
the capability to accurately control the temperature, it would be good to
slowly increase the temperature to 170F for another 4 hrs. and then slowly
cool it down in the oven. Don't just open the door and yank the parts out.
They will be a little susceptible to distortion at 170F (depending on the
resin you use). More so from uneven cooling and coefficient of thermal
expansion factors than from being too hot. Remember, the foam core cannot
cool as quickly as the skins and it's expansion coefficient is far greater.
Thus, we want to EVENLY heat and cool slowly.
If you look around, you should be able to find a automotive paint shop that
has a heated paint booth you can rent on a weekend. Put a couple of box
fans inside with the airplane to help circulate the air for even heating
rates. Load everything up Saturday morning, cook all day, and cool all
night, unload Sunday morning.
> Should the part be held in the perfect alignment or flatness or what ever
> for the post cure period?
>
YES. Although the post cure schedule outlined above is slow and gentle with
intention to prevent distortion, every little bit of precaution to keep
things straight is cheap insurance for the same.
> Does it matter at what point in time after the initial cure that you post
> cure?
>
NO.
> If it had been say, 6 months for instance. And say we are talking about
> the
> wing, should it be placed back in the jigs to post cure?
>
After one week - YES, 6 months, NO - it isn't necessary to go to that
extreme for supporting the wings. Simply position them leading edge down
on a flat surface and support the winglet so the wing waterline is vertical.
Same for the canard. Fuselage inverted on two level saw horses would be
nice. If it is already on the gear and the floor is level, it will be
level. Cowlings should be in place on the plane if possible. If not, stand
them up on the floor with the forward edges down.
> Sorry for all of the questions, but I have been saving up.
>
> I hope I'm not imposing.
>
Not at all. These are great questions, and as such I have copied this reply
to the Canard Aviators and Cozy Mailing Lists for all to read. Hope you
don't mind.
Gary Hunter
EAA Technical Counselor
Incidentally, the EAA doesn't "officially" recognize what I do here on the
internet. If any of you have the desire, please send a note to the EAA
Technical Counselor Program - Ben Owen recently retired and do not know who
his replacement is yet.
From: "Hunter GA (Gary) at MSXSCC" <GH334766@MSXSCC.shell.com>
Subject: COZY: RE: post curing epoxy
Date: Wed, 20 Jan 1999 08:27:23 -0600
S123at@aol.com wrote:
> WHAT'S THE REASON FOR POST CURING?
>
Post Curing or the heating of the composite article after the initial cure
at ambient temperature conditions - is to further the curing process beyond
what it is capable of achieving without it. Epoxies do not cure completely
under ambient temperature conditions alone. For some applications, this
is OK. And for the most part, depending on the conditions when we build
are airplanes, it is OK not to post cure your airplane too.
Post Curing will increase certain performance properties of the epoxy resin.
Most notably will be the resins chemical resistance (fuel resistance in our
case) and the glass transition temperature (heat or desert sun resistance).
To a lesser degree, there will be improvements and/or changes in some
physical strength characteristics. Generally, absolute values for tensile,
flex, compression, and impact properties will improve. In some resins, the
tensile strength may go up slightly, while the strain to failure will go
down - slightly. Similarly with flex and compression. This is not
terribly significant and is more than compensated for in the design safety
factors used in composite aircraft (a fair amount of overkill in my
opinion).
Two things the design engineers cannot design in a safety factor for is
chemical & heat resistance. The fuel tanks will gain the most benefit from
a post cure. Physical strength characteristics of composite laminates are
not absolute and are very dynamic with temperature. They diminish as the
temperature approaches the resin's glass transition temperature. On a hot
summer day, if your wings are anything but the purest of whites in color,
the skin and subsequently, the spars will warm up considerably. Without a
post cure, some of the resins we use barely have enough heat resistance to
withstand the extreme summer day conditions in the desert. Theoretically,
but not probable, a quick departure into turbulent conditions may result in
buckling of the upper wing skins or worse if your wings are not white.
Yes, the composite will post cure itself by being baked in the summer sun
much the same as it would in an oven. One small difference - only the top
side is getting baked and you stand a extremely small chance of warpage do
to differential shrinkage, and blah blah blah.
The point is, controlled Post Curing is a plus in every way. But not
mandatory.
> SHOULD YOU TAKE OUT AS MUCH METAL AS POSSIBLE (CONTROL SYSTEM, FORWARD
> BRAKES ECT.)
>
NO
> THE CONTROL SURFACES WILL TRY TO LEVEL.
>
WHAT ?
> CAN YOU LEAVE IT ALL TOGETHER?
>
Everything but the wings.
Date: Wed, 20 Jan 1999 20:47:57 -0600
From: James Russell <fshort@flash.net>
Subject: Re: COZY: RE: post curing epoxy
Hunter GA (Gary) at MSXSCC wrote:
> S123at@aol.com wrote:
>
> > WHAT'S THE REASON FOR POST CURING?
> >
> Post Curing or the heating of the composite article after the initial cure
Hi all:
The only time I've been to OSH (1996), Rutan said they pull coupons from
the prototype set of outer wing panels (for VariViggen) every so often and the
physicals have gone up 5% since fabrication (ca. 1975?). The parts are left outside for
long-term test @ Mojave. This really heartened me as I was in the final stages of
picking the Cozy to build. I am going to install a skin temp gage ala the Extra (mainly for
info).
Regards,
James
From: "John Slade" <jslade@adelphia.net>
Subject: COZY: post curing issues for all epoxy systems - from MGS technical representative
Date: Thu, 15 Apr 1999 09:40:41 -0400
Fellow builders:
The following correspondance took place between myself and Johannes of
GS( meunier@mgs-online.com ) over the last few days. It contains a lot of
information which might be helpful for others. I know we have a lot of stuff
in the archives about epoxies, but most of this discussion is not covered,
at least not in the same way.
I have extracted a couple of quotes from the text below....
>"It is a fact that after a room temperature cure a Tg will be around the
>120-140°F NO MATTER WHAT [epoxy] SYSTEM YOU TAKE [use]."
>"the chemistry has its rules and all epoxies follow the same cure
>cinetics and they are the same no matter if there´s an MGS label on the
drum or one of our competitors."
I have advised Johannes how to join the maillist so he can get involved
directly in future.
John Slade #757
----------------------------------------------------------------------------
---------------------------------------------------
Hello Johannes,
I am using your MGS L335 resin system on my Cozy MkIV project. So far I like
working with the epoxy and the results seem excellent. At the Cozy dinner at
EAA Sun & Fun last night a presentor from Shell warned builders against
using MGS resin without doing a post cure. What is your advice about the
need for a formal post cure of each part and, if needed, how should it be
done?
Regards,
John Slade
----------------------------------------------------------------------------
------------------------------------------------------
Hello John,
even though there are a few so called room curing epoxy systems
available, I´d rather see every epoxy system to be post cured at
elevated temperatures. The reason is as follows:
One of the properties in which epoxy systems are different is the
maximum possible Glass transition temperature (Tg). The Tg describes
(among other properties) the amount of cross linking in the molecular
structure of the epoxy and can be taken as a reference for the heat
resistance of the cured epoxy resin (in practice, airplanes are
designed to withstand structural stress while exposed to temperatures
staying approx. 15-20°C below the actual Tg). As a rule of thumb, the
Tg rises with the post curing temperature and exceeds this temperature
for maximum 20-25°C. Which means:
After a room temperature cure (25°C /77°F) you´ll end up with a Tg of
approx. 50°C/120°F. It also means that the shear modulus of the epoxy
will drop, when exposed to temperatures higher than 40°C / 105°F.
A post cure cycle, for example at 50°C /120°F will raise the Tg up to
approx. 75°C / 165°F, depending on post cure time.
A typical post cure cycle for example is a 15hours 50C/120F post cure
cycle. The maximum possible Tg with the L335 is approx. 185°F
All this is especially true for structural parts of airplanes such as
spars, wing shells, and so on. It is less critical for bonding, because
a low shear modulus is often advantageous for bonds due to its ability
to cut stress peaks. Furthermore, when parts are exposed to higher
temperatures, they normally post cure themselves.
L335 has an excellent initial cure at room temperature. It can be
demoulded, worked (trimming, grinding, ...) bonded and even after room
teperature cure it shows already good mechanical properties.
However, the german aviation authority requires a heat treatment for
every structural part and for repairs on airplanes and we recommend it
too, you simply get the best properties from the material.
All this is not only true for MGS resins, but for all epoxy resins. The
chemistry of these materials follows the same rules all over the world.
If somebody tries to sell you a totally room temperature curing resin
system, he is either in the urgent need of making fast sales, or he
provides a resin system which only capable of a low Tg of (<120°F), wich
would in my opinion limit your airplane to some 100°F structural
temperature. I guess you would not feel too comfortable with this.
Companies often advertise their systems with so high Tgs, but they don´t
tell you that you have to post cure at high temperatures to obtain such
a high Tg. We go the other way round.
We first ask how high will the strutural temperature be on the produced
part? Then we recommend a suitable resin system, which gives customers a
Tg high enough for their purpose, but one they can achieve with their
possibilities. A 120F post cure can be done by a homebuilder at home,
but not a 200F post cure. Which again means that a system with a max Tg
of 200F is NOT a suitable system for a typical homebuilder.
The L335 has totally completed the requirements of the RHV, thus
including strength tests at hot wet conditions (54°C/130°F), fatigue
tests, a.s.o. and is being used for the design of sailplanes,
motorgliders, ultralights, homebuilts and other devices. It features
excellent working properites and good physiological compatibility. Post
curing is an important item, but its only one of a whole bunch of things
that should be considered when deciding for a resin system.
I hope this could answer your question. If I can be of any further
assistance, please don´t hesitate to contact me. It might sometimes take
a little longer for me to answer, because I am often abroad, visiting
customers or so. Have a lot of sun&fun (I´d rather be there too!)
Regards,
Johannes
----------------------------------------------------------------------------
------------------------------------------------------
Hello Johannes,
Thanks for the quick and informative reply.
Between the lines it seems that you are saying that MGS is as good as any of
the epoxies available in this area.
A "tg" of 120f seems very low. I think other resins quote a higher figure.
I am told that, even when painted white, the internal temperature of a part
can rise to 140f when exposed to 90f sun on the ramp. (20 degrees above the
temerature where you say the shear modulus will drop) Many composite
aircraft survive these conditions daily without having had a post cure. I
saw hundreds at Sun & Fun. Are they ok because they used a resin which gives
a higher tg without post cure, or did they post cure naturally with time and
gradual exposure to heat?
Obviously I do not wish to park my airplane in Arizona one day and return
next day to see the wings dragging on the ground! Is this possible, or are
we only talking about severe stuctural stress when airborne (when the temp
will not be high).
My next question relates to a practical way to obtain a post cure.
I live in South Florida. The daytime temperature here is often 90F plus.
I have already build the fuselage tub of my Cozy. Some parts cured in 80 -
90 f temperatures. Some parts cured overnight in 60 - 70 f temperatures, but
were later exposed to 90f degree temps the following day.
The advice I have so far on this issue is "Don't worry. It will cure on the
ramp when its finished."
I think you are advising more proactive steps to obtain post cure whether
builders use MGS or any other resin.
If I put the fuselage (and other parts I make in the future) in the sun
under a black plastic sheet I should be able to raise its temperature quite
a bit, possibly to 120f for a period of 6 hours or so.
1. if the temperature of the part rises to, say 150f will my fuselage begin
to sag?
2. will three short (5-6 hour) exposures to such heat have the same effect
as one long (15 hour) one?
3. is more time better. i.e. should I expose it to the sun for 6 days
instead of 3?
Do you have any other practical suggestions for post cure method given that
my fuselage is now too big to take easily to an enclosed space. What about
those builders who live in colder climates and dont have the outside
temperatures that I do.
Should I send you some cured material for tg testing? If so, what should I
send and where to, and how will I know that this is a representative sample
given the different conditions under which cure took place for different
parts.
I'd like your permission to post your input to the Cozy maillist as I feel
it is relevant to all.
Regards,
John Slade
----------------------------------------------------------------------------
----------------------------------------------------------
John,
unfortunately it seems to be normal that measured results are often very
different from what companie advertise that their resin systems are able to.
However, the chemistry has its rules and all epoxies follow the same cure
cinetics and they are the same no matter if there´s an MGS label on the drum
or one of our competitors.
It is a fact that after a room temperature cure a Tg will be around the
120-140°F NO MATTER WHAT SYSTEM YOU TAKE. Of course different epoxy systems
feature different properties such as:
-The MAXIMUM Tg that a system can reach is different (But only after
COMPLETE curing, this always requiring a heat treatment at a temperature close
to the max Tg). Companies often state that their system state a high Tg, but
they don´t tell you that if you want a Tg of for example 210°F, you have to post
cure at a temperature of min.170°F (refer to the faxdiagram).
-Working properties such as mixed viscosity, pot life, and so on is
different pysiological properties often are significantly different (in terms of
allergies, skin rushes). This is an item we really care about, I don´t want
people to become sick when they work with our products And of course the
mechanical properties are different other differences
The Tg is something important for research on systems and on work related to
Q.A. procedures in the lab and it is one of a lot of material properties.
But it is not the only criterium. It seems to me that it is often abused for
marketing reason: everyone´s epoxy system has the highest Tg. Unfortunately
you have to be quite into the theme to understand what the Tg tells you and
what you can tell from a measured curve (a lot of those companies I guess don´t
even have devices to measure a Tg). How should the average homebuilder know what
the whole thing is about? So they think: the higher the better and a higher number is always
better than a lower number. You could as well sell the resin at a higher price:
a more expensive resin MUST be better than a cheaper one. For me, this is a
different way of cheating, but this is only my personal opinion.
To your questions.
I will fax you a diagramm for L335 and L285, which shows the raise of Tg
over the time for different post cure temperatures. When you see the diagramm,
keep in mind that this means the structural temperature of your parts during
the heat treatment, not of the surrounding. When you expose the parts to 120F
warm air, it takes some time until the part has reached a temperature close to
the surrounding. Still the diagramm makes some things clearer (by the way, all
the info is also on the internet on our webpage www.mgs-online.com in our
technical info).
Airplanes have been built in the past without being post cured, even
standard gliders that have been sold in hundreds and none of them (to the best of
my knowledge) ever had a structural failure due to a Tg too low. What they say
is true: an airplane post cures itself as it is exposed to higher temperatures.
Secondly: temperaturewise the worst case indeed is the airplane standing on
the ramp over a dark concrete surface somwhere in arizone (or in a burning
hangar ). BUT: An airplane is normally designed to withstand some 2,6 - 5g
(depending on applicable design rules) under worst case conditions with a safety
of 1,725, not included the safety factor in the material (they don´t calculate with
failiure values, but with approved material values or A/B values), at least this
is the design philosophy in Germany. Which means that the STRESS on an airplane
on the ground is low and the safety is enough to prevent failure like buckling or
bending. This part is experience and no one will take a guarantee for it and
still I´d rather see every epoxy structure to be post cured before it goes
flying.
We had an incident a couple of years ago where a glider stood in a burning
hangar. It had (at least partly) been exposed there to temperatures of approx
200°C (390°F!) and the geloat already had turned brown when the fire was
extingushed. The question came up whether the airplane (the resin was L285 /
Hardener 287) was to be scrapped or overholed. Investigation showed that the
airplane was not damaged and the material still had its full properties (and
a real good Tg...). I would not recommed this as a common way to post cure,
but it is a good example in terms of heat resistance and Tg.
Post curing:
You mentioned the first way: built your airplane, put it on the ramp
somwhere on a hot day in summer and it will post cure itself. This has worked in
the past, however, there are other disadvantages. Post cure means an ongoing in
the chemical reaction (cross linking ) within the molecular structure of the
epoxy. Although the shrinkage of epoxies is extremely low (normally <0,5%) you
often see a printthrough of the internal sturctures on the surface (typical is:
bulkheads in the fuselage, spar caps, ribs, foam cores, bonds on the wing).
You can minimize this by post curing before you do your paint shop. This has no
technical effect, but an optical and we are all the same: everybody would
like his ship to be the most beautiful in Oshkosh...
Exposure to heat - post curing:
1.The best way is a post cure oven, autoclave or whatever, unfortunately not
everybody has such devices in is backyard.
2.But: every village has its automotive body shop and a lot of these shops
have a spray booth that you can heat up to 120-140F. If a car fits in, your
airplane will fit in too. You better find a spray booth anyway, for the paint shop on
the airplane. Just remember to support your wing not only on the root and tip,
but also somewhere in between. Then RAMP UP the temperature. Start for example with 2h/100°F and increase
the temperature for example 20-40°F in 2hours. The oven won´t probabely go
higher than 140°F but this is perfect (the Katana for example is post cured at
140°F and they look real good). Keep the temperature for 8-10h and the post cure
is done. Do it BEFORE you paint the aircraft to minimize the printthrough.
As you can see, holding the part at 5h at the stated temperatures gives you
approx. 90% of the Tg you can obtain at a certain post cure temperature.
Professional manufactureres normally post cure 10 - 15h.
3.Build a plastic tent around you parts and place them on a dark surface in
the sunlight. It heats up itself and the tent prevents the wind to cool the
parts. Or better (works in every workshop and for field repairs:
Again the tent, but blow in with an elecric heater. DON`T LEAVE IT ALONE!
They can start burning and they always do it when you leave them alone (Murphy´s
law).
Several times at same temperature:
It is better to keep the temperature at the post curing temperature for a
longer time span than several times for a shorter period of time. What happens
inside the epoxy, again, is a chemical reaction. You need some energy to restart
this reaction, which is given by a great temperatre difference. After some 5h as
you can see on the diagram, the Tg is already so close to its maximum, that it
would take a higher temperature to restart the reaction. You normally get better
results if you keep it going once it has started.
I can offer you to send over a sampe of the material you used. It should be
cured resin, either neat or a reinfoced piece with a high resin content. A
few grams is enough to cut a sample from. (a sample weighs approx. 20mg).
On the other hand I have to ask people to understand that I can only measure
those samples in our lab in my spare time, the lab equipment is primarily
for Quality control and research purpose. Still the offer stands, If you feel it
is necessary send a sample over and I´ll measure it.
Could you be so kind to provide your fax number, I will then fax over a
diagram with the Tg rise as promised.
I you feel that our conversation is helpful for other homebuilders you are
welcome to input it into the Cozy mail list. I guess this is on the
internet, could you come up with their adress (link or something)?
If I can be of any furhter assistance you are welcome to contact me.
Regards,
Johannes
-----------------------------END-----------------------------
From: "John Slade" <rjslade@bellsouth.net>
Subject: Re: COZY: Epoxy brand compatibility
Date: Sun, 2 May 1999 22:41:37 -0400
Gary,
>This is based upon the manufacturer's product technical bulletins.
i.e. what the manufacturers CLAIM in their marketing materials. Have any
independant tests been done? I'd really like to see some real data
on this subject.
>MGS themselves prescribe a post cure for their products. I understand that
the German aviation authority requires a heat treatment for
every structural part and for all repairs on fiberglass airplanes without
regard for the epoxy system in use. MGS tell me that they recommend post
curing because "you simply get the best properties from the material. All
this is not only true for MGS resins, but for all epoxy resins". I think
this was backed up by Nat Puffer's recent post. In fact, Nat's data showed
that MGS was significantly better both at room temperature and after post
cure.
>a friend of mine was telling me .... structural failures in these aircraft
>could be simply overstress or design related, and the fact they may have
>been built from MGS resin a pure coincidence.
Come on Gary! Third hand rumor and innuendo is not good information and, in
my opinion, is not appropriate for public posting.
>However, considering the above, the requirement of a post cure, and given
>the flawless tract record of the Safe-T-Poxy system (now EZ-Poxy) I am
>curious as to why anyone would even consider using anything else.
I haven't used it, but my understanding is that EZ-Poxy stinks and people
are getting allergies from it despite using protective measures. Alternatively,
MGS is strongly recommended by the designer of the Cozy. It claims low
allergy ingredients and better curing properties. It also has low
viscosity, good humidity performance and a controllable setup time. On this
basis, I too am curious as to why anyone would even consider using anything
else.
I'm doubly curious now. Do you happen to know which company which makes the
ingredients for EZ-Poxy?
Regards,
John Slade
Cozy #757
N386JS Reserved
Progress at: http://kgarden.com/cozy
Of course, that's just my opinion. I could be
wrong!
Date: Mon, 03 May 1999 06:08:40 -0400
From: Jeff Russell <JRaero@gte.net>
Subject: Re: COZY: Epoxy brand compatibility
John Slade wrote:
> >Don't forget that you need to post cure the MGS system.
> Are you suggesting that MGS requires a post cure while other epoxy systems
> don't? If so, what do you base this on?
This is what it says on the MSDS. Some of the other systems
must not need the post cure to get the results needed for the strength
that they tested for. Some say MUST and some say (for best results)
--
Jeff Russell/AeroCad Inc. E-mail: Jeff@aerocad.com
2954 Curtis King Blvd. Ft. Pierce, FL. 34946
Shop# 561-460-8020 7:00am to 3:30pm Home# 561-344-6200
Website: http://www.Aerocad.com
Composite workshop info: http://www.Sportair.com
From: "John Slade" <rjslade@bellsouth.net>
Subject: Re: COZY: Epoxy brand compatibility
Date: Mon, 3 May 1999 09:31:21 -0400
Jeff,
>Some say MUST and some say (for best results)
It seems that "for best results" applies, in fact, to all epoxy systems.
I think I'll build a black tent.
Regards,
John Slade
From: "Ryan Amendala" <longpup@hotmail.com>
Subject: COZY: Post Curing
Date: Mon, 03 May 1999 11:14:19 PDT
When is the best time to post cure the entire airframe? Before/After final
fill? Before/After prime/paint? Does it even matter?
Thanks
Ryan
_______________________________________________________________
Get Free Email and Do More On The Web. Visit http://www.msn.com
From: "Nat Puffer" <cozy@extremezone.com>
Subject: Re: COZY: Post Curing
Date: Mon, 3 May 1999 17:14:28 -0500
Cozy builders,
There seems to be a great deal of misinformation and misunderstanding about
post-curing. The property affected by post curing is the "Heat deformation
temperature". This is the temperature at which epoxy begins to soften and
lose its mechanical properties. All room temperature curing epoxies
(including EZ Poxy) have to be post cured to reach their maximum HDT. This
DOES NOT mean that composite airplanes have to be post cured. The subject
of post curing hardly was even discussed until recent years. In the
meantime hundreds (maybe thousands) of Variezes, Long EZs, Defiants, Cozy
3s and Cozy 4s have been built and are flying without post curing. You
depend upon Glass for the structural properties of your airplane. The epoxy
is there to hold the glass fibers together. You do not depend on the
strength of the epoxy, and as long as you paint your airplane white, like
everyone else, forget about post curing. The only place where post curing
is important is in the landing gear struts. Here you want the manufacturer
to use the best possible epoxy with the highest possible HDT and make sure
that manufacturer heat treats it to the maximum achieveable HDT. If you
notice from my previous post, MGS 285 has a HDT of 150 deg. F after only a
room temperature cure. This is better than RAE, Safe-t-Poxy, 2427, and EZ
Poxy, and almost as good as these after an elevated post cure. There is
less reason to post cure MGS 285 than any of the other approved epoxies.
Even MGS 335 is better after only a room temperature cure than any other of
the approved epoxies, except MGS 285. Nuff Sed.
Nat
----------
> From: Ryan Amendala <longpup@hotmail.com>
> To: cozy_builders@canard.com
> Subject: COZY: Post Curing
> Date: Monday, May 03, 1999 1:14 PM
>
> When is the best time to post cure the entire airframe? Before/After
final
> fill? Before/After prime/paint? Does it even matter?
>
> Thanks
>
> Ryan
>
>
> _______________________________________________________________
> Get Free Email and Do More On The Web. Visit http://www.msn.com
From: ZeroGCorp1@aol.com
Date: Tue, 4 May 1999 09:02:22 EDT
Subject: Re: COZY: Epoxies-post cure
In a message dated 4/30/99 2:04:01 PM Central Daylight Time,
cozy@extremezone.com writes:
> Epoxy R.T.Cure Elevated Post cure
> RAE 120 151
> Safe-t-Poxy 118 171
> 2427 117 162
> EZ Poxy 125 158-170
> PTM&W --- 202
> MGS 335 130 185
> MGS 285 150 240
After checking with some Material scientists that work in my building and
Burt Rutan, it really appears that the most important criteria for epoxy
matrix here is the deflection temperature and compatibility with the foam
core material. ASTM D 648-82 sets out a standard for measuring deflection
temperatures of plastics under flexural load and I can't see why we couldn't
use this to measure the various epoxies above before/after post cure and
after ambient long term cure.
Since the polymerization and most importantly, polymer cross linking, is not
completely finished during a room temperature cure, the elevated cure
temperature simply encourages the reaction to go to completion much faster.
I think what Nat and others have said is that during the normal time of
building, testing, and flying the plane, it is exposed (incrementally) to
higher temperatures. Every time the polymer is elevated in temperature, then
it cures (cross links) a little more. If you look at the Gillham
time-temperature-transformation (TTT) diagram, what one sees is the typical
"S-curve" that shows why an epoxy cure should be carried out in steps for
maximum Tg.
Keep in mind that in fiber-reinforced plastics, the fibers carry most of the
mechanical load and the polymeric matrix serves to transfer stresses to the
load-bearing fibers and to protect them against damage. With a lower Tg, one
is susceptible to *sudden* increases in temperature (like, perhaps, flying
into an active volcano, or low over a forrest fire). With slow, constantly
elevated temperatures like are seen in virtually all of our garages, the Max
Tg should always stay ahead of ambient as Nat pointed out in an earlier post.
I will continue looking into this as I am interested in this as much as
anyone on the list. There is much more to learn here and it is an important
subject for discussion. I may carry out ASTM 648-82 on the MGS 335, 285 and
EZ epoxy as I have those here. Maybe if these go well I can solicit sample
lots from other Manufacturers and do further testing, but I do have a plane
to build!! If anyone has any other information to add, I really would like to
explore this as it will always be a "hot" subject when new epoxies are
introduced.
Ray Cronise
CZ#770
References:
Sperling, L.H., Physical Polymer Science, Wiley Interscience, 1986, p.p.
272-290
Gillaham, J.K. in "The Role of Polymer Matrix in the Processing and
Structural Properties of Composite Materials," J.C. Seferis and L. Nicholais,
Eds. Plenum, 1983, pp. 127-145
From: "John Slade" <rjslade@bellsouth.net>
Subject: Re: COZY: Epoxies-post cure
Date: Tue, 4 May 1999 09:50:15 -0400
Hello Ray,
I was delighted to see your post. Important decisions are being made based
on manufacturer's claims. Many of us are committed to a particular epoxy
system at this point, but I'd very much like to see some independant testing
done. The results might just make all our airplanes safer. If you have the
expertise and equipment needed - go to it, then we can all make informed
decisons. But as you say, there is that small matter of an airplane to build.
Regards,
John Slade #757
From: "Hunter GA (Gary) at MSXSCC" <GH334766@MSXSCC.shell.com>
Subject: COZY: Epoxy brand compatibility - the continuing saga
Date: Tue, 4 May 1999 11:28:13 -0500
John,
> >This is based upon the manufacturer's product technical bulletins.
>
> i.e. what the manufacturers CLAIM in their marketing materials. Have any
> independant tests been done? I'd really like to see some real data
> on this subject.
>
I agree. I deal in this world all the time. The costs associated with
formulating and testing are horrendous. I know - I have been doing it for
25 years now. Only the larger formulators, and well funded / supplier
supported formulators can afford to publish any test data at all. MGS
provides above average data. But data isn't everything. Field testing
fills in the blanks. You (we) are the field tester(s).
> >MGS themselves prescribe a post cure for their products.
> I understand that the German aviation authority requires a heat treatment
> for every structural part and for all repairs on fiberglass airplanes
> without regard for the epoxy system in use. MGS tell me that they recommend
post curing because "you simply get the best properties from the material. All
> this is not only true for MGS resins, but for all epoxy resins". I think
> this was backed up by Nat Puffer's recent post. In fact, Nat's data
> showed > that MGS was significantly better both at room temperature and after
post cure.
>
And WHY do you suppose the German Federal Aviation Authority requires heat
treatment ???????
It is true - you do get the best properties from post curing all epoxy
systems. I have been say that all along.
> >a friend of mine was telling me .... structural failures in these
> aircraft could be simply overstress or design related, and the fact they may have
> been built from MGS resin a pure coincidence.
> Come on Gary! Third hand rumor and innuendo is not good information and,
> in my opinion, is not appropriate for public posting.
>
I'll take my licks here. You are right, that was a poor form of
communicating - GOOD information.
> >However, considering the above, the requirement of a post cure, and given
> >the flawless tract record of the Safe-T-Poxy system (now EZ-Poxy) I am
> >curious as to why anyone would even consider using anything else.
>
> I haven't used it, but my understanding is that EZ-Poxy stinks and people
> are getting allergies from it despite using protective measures.
> Alternatively,
> MGS is strongly recommended by the designer of the Cozy. It claims low
> allergy ingredients and better curing properties. It also has low
> viscosity, good humidity performance and a controllable setup time. On
> this basis, I too am curious as to why anyone would even consider using
> anything else.
>
Yes, it "smells". The fact is - no resin or curing agent is
non-allergenic. The fact is - anybody can develop an allergy to a
substance that other people do not. I have been working with epoxies in
Shell's laboratories for 25 years. I have become allergic to a specific
curing agent with a molecular weight of 400. If I am in the same room as
this un-opened container of curing agent, a rash breaks out on my face
within hours. But, I am not allergic to the exact same compound with a
molecular weight of only 230. There have been no other reported incidents
allergic response to that compound - GO FIGURE. The fact is, each of us
have to search around for what works for them. For some of us, no epoxies
are safe and a Glasair is in their future.
> I'm doubly curious now. Do you happen to know which company which makes
> the ingredients for EZ-Poxy?
>
Yes ! The lowest bidder. Are you inferring I have an ulterior motive ?
MGS is as good as any of the resin systems available today for building your
airplane. As I have said before, the roots of their system is an industrial
fabrication scene where for the most part, environmental controls are better
than what is available or found in a typical homebuilder's shop. The
primary component in the MGS and the Aeropoxy 2427 hardener is a
cycloaliphatic amine. It provides very high Tg's over 150C (302F).
Nowhere in the industry is this type amine (in it's unmodified-modified
form) used without deliberate heat curing. Although it will "react" with
epoxy groups at 25C (77F) (laboratory conditions) it can do a bunch of nasty
things along the way. It will react with CO2 in the atmosphere to form
probably the worst "amine blush" of all amine families. It also has a
strong propensity to "B-stage". A "B-stage" is where the resin and curing
agent forms a vitrified solid that for all practical purposes appears to be
a cured resin / curing agent matrix, but it is not. And without the
assistance of a post cure, it will not continue to cure any further. The
result is a brittle product that behaves a lot like peanut brittle - it
yields poor peel strengths in fiber reinforced composites (hint). So, in
the formulators bag of tricks, we add what I call "fu fu juice, and mummy
dust" to this curing agent to tame these nasty traits. They are
non-reactive ingredients like - benzyl alcohol, and nonyl phenol to
accelerate the reaction rate sufficient enough to reduce the severity of
these problems. NOW the reaction rate is too fast for most applications,
and so we blend in a minor amount of a slower aliphatic amines
(polyoxyalkylamines typically) that have interesting traits as well. They
don't blush (good), or cure completely at 25C in small masses (bad) and
produce relatively low Tg's - even fully cured (bad). However, the benzyl
alcohol and nonyl phenol will accelerate that amine too. If you get the
formulation just right, the result is a nice blend that seems provide all
the necessary properties "in the laboratory" and the intended industrial
fabrication scene where there are good environmental controls (temperature
and humidity). BUT.....
In the homebuilder's world, the temperature control is "typically" not that
good. If it drops much below 20C (68F), the cycloaliphatic component of
the curing agent doesn't benefit as much from the accelerators as it did at
25C and it begins act like it's nasty old self again. AND, it can
"B-stage" leaving all the accelerator for the other type amine. In a fiber
reinforced composite, you get a cured solid that appears to have all the
physical characteristics you expect (including HDT - Natt). However,
certain performance properties like "peel strength" (Aeropoxy 2427) and
chemical resistance (fuel) may not ever develop. There are a lot
circumstances surrounding this next scenario (temperature during initial
cure, humidity level, CO2 level in the room, how long it has been since it
was initially cured, etc) If the formulation isn't just right - a post cure
may not reactivate the curing process and you cannot alleviate the poor peel
strength or chemical resistance problems. This is a real danger.
I have preached shop temperature controls from day one on this list, and on
the canard aviators.com list. When the 2427 thing started, I knew
immediately what was going on. I didn't say anything. I really didn't
what to jump into this bag of worms - let the Aeropoxy people handle it and
they did. The lack of understanding the chemistry involved (and
understandably so) makes it a real challenge. My position being a supplier
to ALL these resin formulators makes it particularly precarious one.
Then MGS showed up on the scene, and knowing the similarities to the 2427
hardener I became more concerned. I began my preachings on temperature
controls and post curing. Fortunately, (and unfortunately for you John)
only one incident of what can happen has happened thus far. Knowing MGS
was from Germany, I thought product support would be non-existent. I am
happy to say, I was WRONG and thanks to the internet - MGS has done a
stellar job supporting their product here in the USA.
I know you many of you may be confused by all this gobbledygook. That is
not my intent. I hope to clear much this up with a forum at AirVenture
'99.
Gary
Date: Tue, 4 May 1999 12:12:05 -0500 (CDT)
From: Tom Brusehaver <tgb@cozy.core.wamnet.com>
Subject: Re: COZY: Epoxy brand compatibility - the continuing saga
>primary component in the MGS and the Aeropoxy 2427 hardener is a
>cycloaliphatic amine. It provides very high Tg's over 150C (302F).
Do you mean Aeropoxy or 2427?
Aeropoxy (PTM&W) makes 3660 and PR2032?
Hexcel makes (made?) 2427?
From: "Hunter GA (Gary) at MSXSCC" <GH334766@MSXSCC.shell.com>
Subject: RE: COZY: Epoxy brand compatibility - the continuing saga
Date: Tue, 4 May 1999 12:29:18 -0500
Tom wrote:
> Do you mean Aeropoxy or 2427?
>
> Aeropoxy (PTM&W) makes 3660 and PR2032?
>
> Hexcel makes (made?) 2427?
>
>
WOW - did I do that ???? I meant Hexcel 2427. Later I referenced
Aeropoxy fixing the 2427 too. I meant HEXCEL again.
Sorry PTM&W - I'll probably hear about this one from my boss.
Thanks for pointing that out Tom.
Gary
From: ZeroGCorp1@aol.com
Date: Tue, 4 May 1999 14:02:01 EDT
Subject: Re: COZY: Epoxies-post cure
In a message dated 5/4/99 9:49:32 AM, rjslade@bellsouth.net writes:
>Many of us are committed to a particular epoxy system at this point, but
I'd very much like to see some independant testing done. The results might just
make all our airplanes safer. If you have the expertise and equipment needed -
go to it, then we can all make informed decisons.
Here is a bit more data....I picked up several fiber reinforced plastics
handbooks at the library. I found this to be interesting:
"..one of the most striking effects due to fibers in composites is the great
increase in heat distortion temperature....for amorphous materials the
increase in heat distortion temperature is more of an apparent increase than
a real increase since the increase results from a decrease in creep rate due
to the higher modulaus rather than from a true increase in the softening
temperature or glass transition."
There was also a chart (for randomly oriented glass fibers in a high density
polyethylene)
Glass Fiber 0% 10% 20% 30%
________________________________
Temp (F) 160 240 264 266
(HDT)
Flexural Str. 3000 6410 9750 12,290
(PSI)
Obviously we have a lot more strength due to continuous fibers and biaxial
orientation in the various layups. MY feeling at the moment is that if you
paint your plain white, and don't use it to fly over forrest fires, your
probably never going to to see much difference in the epoxy performance.
Most of these designs have some hefty safety factors build in...besides, one
question I thought of this morning, is how much problem do folks have with
cowlings and firewalls? afterall the parts adjacent to the engine, certainly
see temperatures in excess of the surface of the wings and there are a lot of
these things flying...
>But as you say, there is that small matter of an airplane to build.
I knew I would start getting sidetracked with the technology...never guessed
it would be this fast.
Ray Cronise
CZ#770
Reference:
Mechanical Properties of Polymers and Composites, Nielson, L., Marcel Dekker,
Inc. 1974, p.p.341-43 & p.p. 475-76.
From: "John Slade" <rjslade@bellsouth.net>
Subject: Re: COZY: Epoxies-post cure
Date: Tue, 4 May 1999 21:40:25 -0400
Ray,
>if you paint your plain white
Don't you mean "if you paint your plane plain white" :)
>I knew I would start getting sidetracked with the technology...never
guessed it would be this fast.
Beware. All this chemistry and physics is fancinating stuff...which isn't
likely to affect us builders very much at all provided we just follow the
leader. They might have a new epoxy out by the time you've done all the
testing - then you'd have to start all over again!
John Slade
From: extensionsystems@mindspring.com
Subject: COZY: Fw: Post Cure ???
Date: Thu, 6 May 1999 08:39:38 -0500
If I do opt for a post cure (I can get into a large powder coat oven)
1. what Temp do I take the parts to
2. how long do they stay.
3. do I have to jig them to keep from twisting, bending ect...
I am a long way from this stage but with the subject on everyone mind I
thought this would be a good time to ask.
Thanks Brian
From: "Hunter GA (Gary) at MSXSCC" <GH334766@MSXSCC.shell.com>
Subject: RE: COZY: Fw: Post Cure ???
Date: Thu, 6 May 1999 10:12:11 -0500
> If I do opt for a post cure (I can get into a large powder coat oven)
>
Typically powder coating ovens are operated in excess of 350F and as high as
450F and as such it will have a rather powerful heat source. Although the
temperature controller may have the capability to regulate at the low
temperatures you need, it may not be all that accurate and have large swings
between on off cycles. So, my advice with this type oven is to preheat it
at the desired settings, but measure the actual temperature with a separate
pyrometer to determine any inaccuracies and variations. My concern is that
with such a powerful oven operating way below its normal operating range,
there is a potential for it to have a too rapid heat up cycle that usually
leads to set temperature overshoot. However, with proper planning, you
can work around this. Just be careful and preheat the oven if it is
starting out cold.
>
> 1. what Temp do I take the parts to
>
140-150F
> 2. how long do they stay.
>
At least 4 hrs - and up to 12 hrs.
> 3. do I have to jig them to keep from twisting, bending ect...
>
If the fuselage is on the gear, it can stand alone. Otherwise support it on
saw horses inverted and level. The wings should be positioned vertically
with the leading edge down - raise them off the floor a bit with at least 4
wood blocks and support the winglets. Likewise for the canard. I
wouldn't post cure the canopy in the oven however. Paint the canopy frame
in black primer and bake it in the sun in your back yard for a couple days.
>
Gary Hunter
Date: Thu, 06 May 1999 12:24:59 -0700
From: hrogers@slac.stanford.edu (Howard Rogers)
Subject: RE: COZY: Fw: Post Cure ???
>Gary Hunter wrote:
>> I
>wouldn't post cure the canopy in the oven however. Paint the canopy frame
>in black primer and bake it in the sun in your back yard for a couple days.
>>
Gary's comments on the powerful oven made perfect sense to me, but the
above statement causes me some concern. I seem to remember that Burt Rutan
did some skin surface temperature measurements of different colors, in the
Mohave, (published in CP) to illustrate the reason we paint these birds
white. The Black or Navy Blue surface got to some incredibly high
temperatures (I seem to remember more than double Gary's reccomended post
cure temps). If the canopy frame was black, and sitting outside, it would
mainly be heated on its top surface, by radiation. This is quite different
from an oven. I see here, the potential for a tremendous temperature
gradient from top to bottom, as well as a severe over-temp at the surface.
Along with issues of proper support and warping, it doesn't sound like a
good solution, to me. The canopy is not a structural member. It gets the
usual amount of "garage post cure", and I think that is adequate, with just
about ANY epoxy system. Painting it black and putting it out in the sun
seems very risky.
-Howard Rogers
Date: Fri, 07 May 1999 11:00:39 +0200
From: "Rego Burger" <BurgerR@telkom.co.za>
Subject: COZY: Post Cure
Delete if not interested in the subject.
Before you stick your 2500hrs of hard labour into an oven at high risk
consider this.
FOAM CORES have temperature limits too!
90% of heat treated / Post Cured glass products are SOLID glass. Foam
can collapse and deform when heated.
Post Cure heat treatment can be done at lower temp. for longer periods
of time and achieve the same results.
example only:
To achieve a HDT of 90 deg C the idea is to heat it at this temp for 1
hr. Now the same result can be achieved by exposing the item to 45 deg C
for 2 hrs. ( The exact formula, heat / time ratio is available from
manufacturers and may not be linear )
So don't be eager to aim for too high a heat deflec. temp. you will
ruin the core. This is why the folks suggest trying to treat an item
that has room temp cured over 14 days is a futile exercise by comparison
to the desired effect. ( 20 deg C x 14 x +/-6hrs is said to achieve HDT
of 150 F for a system)
The main gear is solid glass and can handle much higher heat than a
foam core item and NEEDS to be treated to handle some high temps from
brakes. The added strength maybe around 10-15% but this is a bi-product
of the exercise. No one in their right mind will design a foam core
airframe's ulimate strength based on this being achieved by POST CURE.
The idea was to keep cost and complication down on production for us
home - builders. The moulded stuff is another subject and is often
treated.
The cheapest way to warm items after layup is to immediately expose
them to an elevate temp. once you have finished a layup, I did this on a
few items I felt required this to my tastes.
I used fan ( moving air ) heaters under a "plastic" sheet tunnel on the
work bench. This gave the resin an elevated curing temperature ( +/-
30Deg C on a digital termo.) I set the heater on a timer to switch off
after 4 hrs, while I entered dream land.) This could be described as
elevated temp. cure as opposed to Post Cure but is more moderate on the
core material than that hot oven later.
The main benefit was the next morning it was CURED and ready for
trimming which speeded up production time in the winter months.
Rego Burger.
Date: Fri, 07 May 1999 20:46:56 -0400
From: "Marc J. Zeitlin" <marcz@ultranet.com>
Subject: Fwd: COZY: Post Cure
Rego Burger wrote;
>FOAM CORES have temperature limits too!
I'll agree with this 100%.
>Post Cure heat treatment can be done at lower temp. for longer periods
>of time and achieve the same results.
>
>example only:
>To achieve a HDT of 90 deg C the idea is to heat it at this temp for 1
>hr. Now the same result can be achieved by exposing the item to 45 deg C
>for 2 hrs. ( The exact formula, heat / time ratio is available from
>manufacturers and may not be linear )
While I agree with the idea that you have to protect the foam, the notion
that you can achieve higher Heat Deflection Temperatures merely by leaving
the epoxy at a lower temperature for a longer period of time is misleading
at best. By this logic, I should be able to leave it at 22 C for 4 hours,
or 11 C for 8 hours, and get the same results. This is not true (I
understand that this is just an example, but it's not a good one).
First of all, you'd have to measure temperature in Kelvin (an absolute
scale), not in Centigrade (a relative scale), even if the ratios were
linear, which they're certainly not. Secondly, it's clear that leaving the
epoxy at 22 C (about room temp.) will do absolutely nothing in the way of
post cure. As you say, the temperature/time ratios are given by the MFG's
of the epoxies (and by Gary Hunter here a number of times - look in the
archives). I would not be so cavalier about throwing around examples like
this - it could really give people the wrong impression (which I know was
not your intent).
Your warning about getting the foam too hot is absolutely valid, as is the
idea that the epoxy cure can have different rates at different
temperatures. Let's leave it at that, using the MFG's recommendations for
those times and temps.
--
Marc J. Zeitlin mailto:marcz@ultranet.com
http://www.ultranet.com/~marcz/
From: cdenk@ix.netcom.com
Date: Fri, 7 May 1999 20:56:23 -0500 (CDT)
Subject: Re: Fwd: COZY: Post Cure
Never considered post cure. The only pieces that have had heat after layup with hair dryer are some
small parts that were fabricated after the plane was flying, put in wifes kitchen oven for fast
cure. Also composite spinner bulkhead which was made with hi-temp epoxy was post cured.
Date: Mon, 10 May 1999 10:16:58 +0200
From: "Rego Burger" <BurgerR@telkom.co.za>
Subject: Re: Fwd: COZY: Post Cure
Thanks,
It was more to encourage folks to read up before they stick their hard
work into an oven without knowing what they are doing, if we don't
expand our knowledge we don't grow. I'm still learning. My resin
supplier told me to borther after 14 days was a waste of time....?
I feel a relatively "unknown" subject like post cure should have a
simple home page on it's own with advice for us lesser mortals.
Naturally the specific details of what temps. to use will differ from
system to system.
Any volunteers?
:-)
Rego.
From: "Will Chorley" <anneandwill@worldnet.att.net>
Subject: COZY: HDT, "Glass Transition Temps" and all that stuff
Date: Fri, 7 May 1999 21:14:39 -0500
Believe it or not, sometimes it is GOOD that our epoxy systems soften in
elevated temperatures. I had the occasion recently where I wanted to build
some curved parts. I layed up a piece of the old "Clark" foam, one ply BID
both sides using MGS epoxy thinking I could bend it to shape after cure,
however, after cure it was too stiff to bend to my requirements. A short
application of my heat gun softened the epoxy to just the right consistency
to bend the part to the desired shape, and holding it for a few minutes left
me with just the curve I wanted!
One other point of interest. I recently had the opportunity to fly a
Diamond Katana aircraft. One of the items on the pre-flight check list is
to peer between the seats at a small temperature indicator attached to the
center section spar. If it's black (I think that's right!) you don't fly!
I guess black means that the wings might acquire some unwanted additional
dihedral in flight! Anyone thought of dabbing some heat sensitive paint at
strategic points on our aircraft to see what temperatures they actually do
reach - particularly those of us who live in hot places? Might be an
interesting research project.
Will
From: cdenk@ix.netcom.com
Date: Fri, 7 May 1999 21:38:53 -0500 (CDT)
Subject: Re: COZY: HDT, "Glass Transition Temps" and all that stuff
Was said <bend the part to the desired shape>
Hope its not a structural part. When bent, the inside radius glass fibers were required to conform to a shorter circumference.
This likely resulted in the fibers not being straight, but slightly buckled. In tension, the fibers would straighten or break.
In compression the fibers are bent already, a defect that reduces the strength. The process that Rutan developed is to shape
the foam, and then add the fabric with epoxy. Sheet foams usually can be bent by heating. Though the temperature range between
being able to permently bend, and destroy is small, requires much care and more than a bit of experience.
From: "Mike Caine" <mec@alum.mit.edu>
Subject: Re: COZY: Apology
Date: Fri, 7 May 1999 20:23:17 -0400
Gary,
I agree with Larry, your information is pure gold. PLEASE don't stop
sharing it!
I also had one specific question about your comments on post curing.
>Post-Curing. - Nat is absolutely correct about the EZ airframe design
>.....
>Nevertheless, post curing helps to make up for those nights when the shop
>temperature dropped too much, and the lay-up was still sticky in the
>morning...
I had been under the impression that lower temperature during cure simply
delays the cure, but that the ultimate strength would "eventually" be
reached as long as the temperature didn't get too low. Is this wrong? In
other words, is the ultimate strength significantly affected by (moderate)
variations in temperature during cure (for example, if the temperature in
the shop dips (overnight) and then rises again during the 24-48 hour cure
cycle)?
Mike Caine
From: ZeroGCorp1@aol.com
Date: Fri, 7 May 1999 21:55:15 EDT
Subject: Fwd: COZY: Apology
Return-path: ZeroGCorp1@aol.com
From: ZeroGCorp1@aol.com
Full-name: ZeroGCorp1
Message-ID: <87ceb74e.2464f367@aol.com>
Date: Fri, 7 May 1999 21:54:47 EDT
Subject: Re: COZY: Apology
To: mec@alum.mit.edu
MIME-Version: 1.0
Content-Type: text/plain; charset="us-ascii"
Content-Transfer-Encoding: 7bit
X-Mailer: AOL 4.0 for Windows 95 sub 13
In a message dated 5/7/99 7:56:59 PM Central Daylight Time, mec@alum.mit.edu
writes:
> I had been under the impression that lower temperature during cure simply
> delays the cure, but that the ultimate strength would "eventually" be
> reached as long as the temperature didn't get too low. Is this wrong? In
> other words, is the ultimate strength significantly affected by (moderate)
> variations in temperature during cure (for example, if the temperature in
> the shop dips (overnight) and then rises again during the 24-48 hour cure
> cycle)?
I think the easiest way to think about this is that post cures protect from
sudden temperature changes...we really can't use the HDT alone as simply
adding the glass fiber significantly increases the effective HDT by impeding
movement of the material.
So the best way of approaching this is that knowing that with a post cure
the material achieves its best strength over the widest (and fastest)
temperature swings....
Keep your fibers straight, epoxy/catalyst ratios correct, and paint your plane
white and you are 95% there...
Ray Cronise
btw, I too like the "techno-speak." if it gets too complicated for someone
to follow, I suggest a followup e-mail asking an explanation. I wouldn't want
to try to keep everything at an absolute common level, or no one has a chance
to learn.
I'm all for information, but it would be real nice if folks can quote
references
where ever practical.
From ???@??? Fri Oct 08 05:57:16 1999
Return-Path: owner-cozy_builders@betaweb.com
Received: from twc2.betaweb.com (majordomo@betaweb.com [206.43.209.18]) by acestes-fe0.ultra.net (8.8.8/ult/n20340/mtc.v2) with ESMTP id NAA17638 for <marcz@ultranet.com>; Fri, 8 Oct 1999 13:26:50 -0400 (EDT)
Received: (from majordomo@localhost)
by twc2.betaweb.com (8.8.5/8.8.5) id MAA05502
for cozy_builders-list; Fri, 8 Oct 1999 12:32:12 -0400
X-Authentication-Warning: twc2.betaweb.com: majordomo set sender to owner-cozy_builders@betaweb.com using -f
Received: from dpn.deere.com (services2.dpn.deere.com [192.43.70.141])
by twc2.betaweb.com (8.8.5/8.8.5) with SMTP id MAA05496
for <cozy_builders@canard.com>; Fri, 8 Oct 1999 12:32:06 -0400
Received: by dpn.deere.com; id LAA02894; Fri, 8 Oct 1999 11:28:32 -0500
Received: from deeretrn.dpn.deere.com(192.43.70.78) by services2.dpn.deere.com via smap (4.1)
id xma002749; Fri, 8 Oct 99 11:27:42 -0500
Received: from e90corp1.dx.deere.com by deere (8.8.8+Sun/SMI-SVR4)
id LAA06965; Fri, 8 Oct 1999 11:27:42 -0500 (CDT)
Received: by e90corp1 with Internet Mail Service (5.5.2448.0)
id <4DM2Q0GA>; Fri, 8 Oct 1999 11:27:41 -0500
Message-ID: <B64F7BCC1B40D211BB9F00805FE6FDAE82CB8A@e90corp4.dx.deere.com>
From: Epplin John A <EpplinJohnA@jdcorp.deere.com>
To: cozy_builders@canard.com
Subject: COZY: Epoxy post cure
Date: Fri, 8 Oct 1999 11:27:06 -0500
MIME-Version: 1.0
X-Mailer: Internet Mail Service (5.5.2448.0)
Content-Type: text/plain
Sender: owner-cozy_builders@betaweb.com
Precedence: bulk
Reply-To: Epplin John A <EpplinJohnA@jdcorp.deere.com>
X-UIDL: 918bdc53ce8e020625ba1c0ae675bfa6
For what it is worth, a gentleman named Muineer (not sure of spelling) was
present at the Cozy dinner this year at OSH. He is the technical expert
from MGS. I had the opportunity to collar him for quite a bit at this
meeting. We discussed post cure in some detail.
I also attended Gary Hunter's presentation. This was very informative.
Things learned from these conversations:
All the room temp cure epoxies we use will benefit from a post cure at 140
deg F.
The MGS is specified with such a post cure, however it will produce
essentially the same properties as others without post cure.
The biggest benefit will be chemical resistance, more so than structural
characteristics.
My intentions are to cure the tanks by blowing heated air into them through
the filler openings at 140 deg for 6 to 8 hours, monitoring the internal
temp with a couple of probes stuffed in the tank as far as I can get them,
one through the drain fitting. Other than that, I can heat my garage to 120
deg + easy enough I just might do that for a day next spring before the
first flight.
Hope this answers a question for someone.
John Epplin Mk4 #467
From: "Russ Fisher" <rfisher1@rochester.rr.com>
Subject: Re: COZY: SportAir Video on Composite
Date: Thu, 7 Oct 1999 20:07:41 -0400
-----Original Message-----
From: Denis Thomassin <dthomassin@chca.ca>
Denis,
>In the EAA Sport Aviation magasin there was a series of article on
composite
>and in the last one they say
>that AeroEpoxy do not near to be cure. I wonder what to believe. To cure or
>not to cure that is the question...
I am assuming that you are talking about POST-curing. Gary Hunter, an epoxy
expert, stated at Oshkosh that ALL epoxy will benefit from post-curing.
There are many airplanes flying that have not had any post-cure, but I
personally am going to do it. See the archives for various techniques and
suggestions on how to do this.
Russ Fisher
From: "Ryan Amendala" <longpup@hotmail.com>
Subject: Re: COZY: SportAir Video on Composite
Date: Fri, 08 Oct 1999 15:51:56 GMT
All,
I asked Gary this exact question about AeroPoxy and MGS. He said Post Cure
(140degF) is not necessary but did say it has benefits. He did recommend
post curing the fuel tanks when using Aeropoxy and MGS (if I recall
correctly). There was also a slew of this type of thread a while back the
the Canard aviators forum. What I took from it was: post cure not required,
post cure tanks and if you have the capability to do the entire plane, why
not. He did recommend finishing contours before post curing as "finishing
systems" will shrink a little.
Just my 2c
Ryan
----Original Message Follows----
From: "Russ Fisher" <rfisher1@rochester.rr.com>
Reply-To: "Russ Fisher" <rfisher1@rochester.rr.com>
To: "Cozy Builders" <cozy_builders@canard.com>
Subject: Re: COZY: SportAir Video on Composite
Date: Thu, 7 Oct 1999 20:07:41 -0400
-----Original Message-----
From: Denis Thomassin <dthomassin@chca.ca>
Denis,
>In the EAA Sport Aviation magasin there was a series of article on
composite and in the last one they say that AeroEpoxy do not near to be cure.
I wonder what to believe. To cure or not to cure that is the question...
I am assuming that you are talking about POST-curing. Gary Hunter, an epoxy
expert, stated at Oshkosh that ALL epoxy will benefit from post-curing.
There are many airplanes flying that have not had any post-cure, but I
personally am going to do it. See the archives for various techniques and
suggestions on how to do this.
Russ Fisher
From: Ian Douglas <douglasi@sympatico.ca>
Subject: RE: COZY: SportAir Video on Composite
Date: Thu, 7 Oct 1999 22:23:10 -0400
Hi Denis,
I am building in Ottawa and use Aeropoxy. There is no real need to do a
high temp cure according to the guys at Aeropoxy. I normally try to get
the workshop up to 90 - 100F during cure (back when I had a woodstove it
was easy just through in 10 logs - we just moved to Orleans). This year I
will have to heat with the furnace in the house ducted to the garage plus
additional electric forced air and a base board unit (I do a large amount
of my plane building during the winter months).
Still in the process of sorting out from the move 'cause I went from a 40'
x 20' workshop to a little 17' x 20' garage and now I seem to have lots of
stuff and no room...
Ian in Ottawa
(building a 10' x 8' shed to store "non aeroplane" stuff)
then back to chapter 22 and the control system...
From: "Hunter, Gary GA SCC" <GH334766@MSXSCC.shell.com>
Subject: RE: COZY: epoxy curing - cold temps.
Date: Mon, 22 Nov 1999 06:17:25 -0600
Stuart Seigler wrote:
> I have found that once you bring the temp back up to the correct
> range, 70 -90ish for a reasonable amount of time, that the epoxy
> cures correctly.
>
> Has Gary chimed in here on this issue? He is the expert!
>
> Stuart
I was waiting for all others to contribute first....
Here is my reply to "that other email group" on the Subject: SHOP HEAT
Graham is correct - optimum Tg is only achieved by "post curing" at
higher than ambient temperatures
Doing a layup at 40F ambient, with a surface temperature of 75F is
OK too, PROVIDED the surface temperature STAYS at 75F for a least 24
hrs. If the surface temperature is allowed to cool to ambient (40F)
immediately after the layup is completed, I seriously doubt the laminate
will
actually cure within the first 24 hrs. Instead it will only advance to a
'B-stage' - a vitrified solid state that gives all the appearance that it is
cured, but in actuality it is something like hard taffy candy. Warming the
laminate to optimum cure temperatures will re-start the curing reaction.
Depending on what point in time during the B-stage, re-heating the laminate
can make the resin re-liquefy (like melting the taffy candy) or at least soften
to the consistency of chewing gum. As it cures it will eventually become a
full fledged cured thermoset plastic. But, if the laminate is kept cold
enough long enough, the chemical reaction may never restart upon warming
- even at elevated temperatures. It can remain a brittle, low peel
strength laminate forever (we have seen this before). In some cases, it may
never harden at all, and stay a rubbery solid forever.
More often than not, the laminates will eventually see enough warmth
to allow the reaction to progress to a gel point at least. However, it
will have a very low Tg until it sees additional heat. Probably around
100-105F. So if you ACCIDENTALLY, have a sudden cool spell after a
layup, it would be prudent to NOT move the article until it warms up enough
to allow the cure to advance to a reasonable gel stage. This may take a
week or more. Then a post cure would be highly recommended.
Folks, the cool season is upon us once again. Please, don't take
any chances. IMHO - if you have an enclosed environment with some
reasonable amount of insulation - buy a dual mode window air-conditioner
for your shop. It will provide safe heat in the winter, and keep things
cool and dry during the summer. A new one runs about $400 - used ones are
cheaper. Having a comfortable environment to work in year round will
speed up the completion of your project considerably. It is money well
spent.
Gary Hunter
From: "Hunter, Gary GA SCC" <GH334766@MSXSCC.shell.com>
Subject: COZY: RE: [c-a] POST CURING - was SHOP HEAT
Date: Mon, 22 Nov 1999 08:25:00 -0600
Patrick wrote:
.......one of my relatives, who operates an auto body repair shop, just
installed a state of the art,
> temperature controlled spray booth....
>
....The booth is computer controlled and can be programed to do about any
thing. I think it is capable of 150 f degrees.
> I could use it for two days (on a weekend). There might be other builders
> out there who have access to similar facilties, but haven't thought about
> using them for post cure.....
>
> My question to you is should I use this facility to post cure, and if so
> how do I do it ?
>
>
Patrick,
YES !!! You are very fortunate to have such a nice paint booth to your
avail. I have always advocated this type facility for post curing.
Here are my suggestions on post curing.
If possible - post cure after micro-filling and sanding, but before
painting. I have seen many older composite airplanes, develop surface
imperfections and fabric weave "print-thru" due to filler shrinkage from
baking in the sun over the years. If you post cure the micro-fill too, the
majority of the filler will have been pre-shrunk. Before, painting you can
"re-work" the surfaces - thus reducing or even eliminating filler shrinkage
related surface irregularities that can occur later on. You can be as far
along as the high build surfacer/primer stage if you like. But be prepared
to rework any areas that exhibit post cure shrinkage.
There is no need to completely assemble the airplane - the wings can stand
alone. Position the main wings leading edge down with support under the
winglet so the main wing chord is perpendicular to - but off the floor. A
wing cradle comes in real handy for this. Position the canard leaded edge
down too. The fuselage should have the canopy and cowlings securely in
place.
Do not preheat the oven. Raise the temperature gradually to 140-150F over a
period of 3-4 hours. The more gradual - the better. Once the oven is up to
temperature, allow it stay there for at least 6 hours and up to 12 hours.
This allows time for everything to become completely heat soaked. The cool
down cycle should be very gradual over a period of 4-8 hours in the oven.
Do not shock cool by pulling it out of the oven into a cold wintery day.
The airplane temperature should be within 20F of the ambient temperature
before removing from the oven.
The whole process takes about a day. Place everything in the oven one
morning - start the sequence - remove the next morning.
Gary Hunter
From: "Hunter, Gary GA SCC" <GH334766@MSXSCC.shell.com>
Subject: COZY: POST CURING
Date: Tue, 23 Nov 1999 06:22:30 -0600
> Great Idea. Is there any chance that the trailing edges could warp ?
> Should
> they be clamped with tubing or straight edge ? Gary
>
Warping of trailing edges is not likely to occur, IF you have good control
over the temperature. For warpage to occur, the temperature must go well
beyond the Tg of the resin. A slow increase in temperature to 140-150F
maximum will not allow that to happen.
Gary Hunter